編者按:本文由王武鵬發表在《煤炭加工與綜合利用》期刊上,原標題為“ZM400礦物高效分選機在陽煤集團的應用”。本平臺選用時內容有刪減,配圖根據內容斟酌選取。在此,對文章作者表示感謝。
陽煤集團五礦選煤廠商品煤生產能力為680萬t/a,主要產品有篩末煤、洗中塊、洗小塊、3號噴吹煤,副產品有壓濾煤泥、干燥煤泥、中煤、矸石。
選煤生產工藝為:小于90mm原煤跳汰分選;0.5~0mm物料先入3臺角錐池,經分級旋流器分級后,底流進入4臺煤泥篩,溢流進入一次濃縮機。一次濃縮機底流經分級旋流器分級后,底流進入5臺高頻篩。一次濃縮機溢流作循環水。高頻篩篩下水及分級旋流器溢流進入二次濃縮機,二次濃縮機底流進入壓濾機。
1、問題分析
1.1 原煤質量逐年惡化
五礦采區集中在南翼和中央區,隨著采區結構發生重大變化,整體煤質進一步惡化。南翼采區占比62%,末煤平均灰分基本維持在36%,熱值在18.81MJ/Kg。當現有洗選系統進入的末原煤量大時,壓濾循環時間由45min增加到90min以上,且存在濾餅夾生、水分較高、循環水濃度惡化等問題。可見,現有煤泥水系統不能滿足生產需求。
1.2 部分原煤水分較高,造成篩分效率較低
五礦井下開采原煤的正常水分在5%~7%,當井下為了防塵而進行灑水作業時,原煤水分即發生波動,部分時段原煤水分超過10%,此時原煤分級篩效率降低,大量南翼末煤進入洗選系統,導致煤泥水系統負荷急劇增加,循環水惡化嚴重。
1.3 低熱值末煤不能鐵路裝車運輸銷售
根據環保要求和市場需求,熱值在18.81MJ/Kg的末煤基本不能鐵路裝車銷售,實際銷售時,為保證電煤發熱量,摻入了精煤產品,降低了經濟效益。礦井優質末原煤逐年減少,可用于摻配的洗精煤越來越少,選擇一種合理的生產工藝提高末煤質量已迫在眉睫。
2、末煤洗選工藝的選擇
2.1 利用現有洗選系統挖潛的可能性
對現有洗選能力進行測定。選煤廠主洗系統:采用單一的不分級(90~0mm)跳汰主洗+跳汰再洗工藝,使用4臺SKT-27型號跳汰機,“三用一備”生產模式,單機設計處理量270~500t/h,受煤質影響,目前實際處理能力為300t/h,年入洗能力為475.2萬t。通過延長運行時間,跳汰系統實際洗選原煤540萬t/a,已經超負荷運行,在不影響礦井生產的情況下,選煤廠處理能力的挖潛已經到了極限。煤泥水系統:五礦選煤廠煤泥水系統一次濃縮采用?30m濃縮機3臺,二次濃縮采用?24m濃縮機2臺,進入洗選系統的南翼末煤量增加后就會造成洗水惡化;因此,在不增加濃縮系統處理能力的情況下,進入系統的煤泥量不能再增加,對末原煤的處理能力也不能再增加。
以上說明,現有跳汰洗選系統已滿負荷運行,煤泥水系統處理能力不能滿足生產要求,現有洗選能力提升潛力有限,利用現有系統挖潛不能滿足實際生產需要。
2.2 南翼采區末原煤篩分試驗
南翼采區末原煤篩分試驗資料見表1。
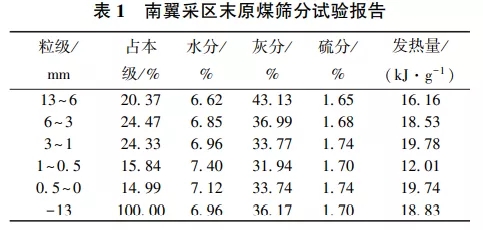
由表1可以看出,末原煤灰分為36.17%,屬于中灰分煤,硫分1.5%,屬于高硫煤。原煤組成中各粒級分布不均勻,各粒級灰分基本上隨著粒度的減小而降低,說明煤較軟;原生煤泥含量較高,產率為14.99%。
南翼采區煤泥篩分試驗資料見表2。
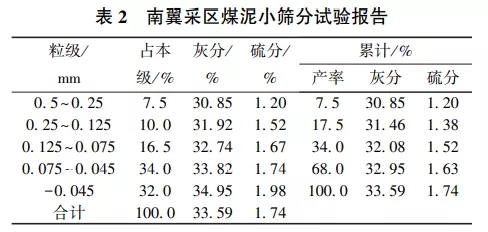
由表2可以看出,煤泥灰分隨著粒級的降低而升高,小于0.075mm粒級含量較高,占小于0.5mm粒級的68%,說明煤泥泥化嚴重。
2.3 濕選和干選兩種方案的選擇
由于南翼采區已成為五礦主要采區,采區末原煤泥化嚴重,不適宜選用濕法洗選。五礦選煤廠洗選系統原設計沒有單獨的末煤洗選系統,為保證塊煤量,進入洗選系統的原煤只能出精煤產品,而選煤廠經過歷年多次改造后設備安裝緊湊,在不影響現有生產的情況下已無改造成末煤排矸洗選系統的可能。
結合以上分析,五礦選煤廠末煤提質分選工藝難以選用濕法洗選系統,只能采用干選工藝。
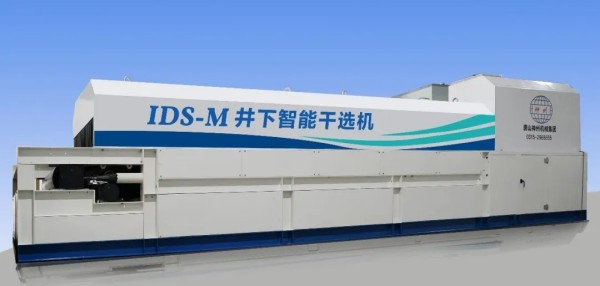
2.4 ZM礦物高效分選機
ZM礦物高效分選機采用模塊化設計,結構簡單,分選效果好,自動化程度高,技術應用成熟,已被中國環境保護產品評價中心認證為中國環境保護產品,并在國內許多選煤廠成功應用。

3、ZM400分選機的原理和特點
3.1 ZM400分選機原理
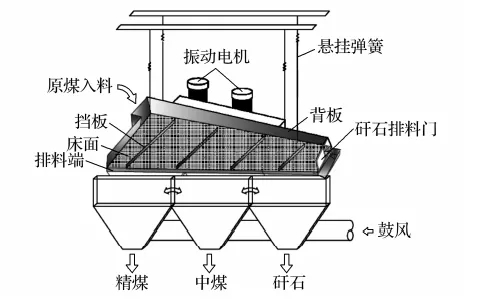
物料在床層上進行階梯式旋轉運動,在階梯區間進行重復分離,各階梯區間根據物料的組成不同,形成具有密度差異的流態化自生分離介質層;流態化分離介質層的厚度及流化程度不同,導致被分離物料在各階梯區間介質層中的埋沒深度存在差異,不同密度的物料在各階梯區間實現分離。生產系統中采用落料點密封、噴霧降塵和引風除塵的聯合降塵措施,粉塵無外溢,除塵器回收的煤粉混入精煤產品中。
該設備采用階梯式分離原理,每個階梯區間內物料流化分層,同時增加擊振力,加強物料按密度分層效果,低密度物料先越過溢流堰被排出,剩余物料進入下一個階梯區間再次進行分選,直至分選完畢,排出重礦物。
3.2 ZM分選機性能特點
用于末煤干選的ZM分選機具有以下特點:
(1)分選精度高;
(2)全系統封閉負壓運行,無污染物溢出,環保效果好;
(3)床面可修復、可更換;
(4)二次減震設計,大梁防震,無需土建基礎;
(5)自動化程度高,可歸集到調度集控系統控制;
(6)高粉塵濃度除塵系統,處理后凈化空氣可達標排放。
4、ZM400分選機在五礦末煤干選系統的實際應用
末煤干選系統小時處理末原煤400t,按每年生產330d,每天生產16h計,年處理末原煤210萬t。
4.1 干選系統組成和工藝流程
末煤干選系統由原煤受煤系統、風選系統、除塵系統、粉煤回收系統組成。五礦使用的干選機入料粒度0~13mm,處理能力400t/h。
在五礦南煤臺內新增一套末原煤受煤系統,末原煤通過受煤系統運輸至干選系統,干選系統采用模塊化設計、安裝,外加鋼結構外罩,安全、環保。干選車間內分選出精煤和尾煤產品,干選精煤通過膠帶運輸機落至北煤臺,鐵路裝車外運;干選尾礦產品通過膠帶運輸機運輸至南煤臺,與跳汰系統中煤、劣質末原煤摻配后運輸至矸石電廠;同時,選煤廠設有矸石單獨外排通道,當矸石電廠需求量降低時,可以單獨外排矸石。
系統采用落料點密封、噴霧降塵和引風除塵聯合降塵、除塵工藝,粉塵無外溢,對環境無污染;除塵器回收的煤粉可以單獨排放,降低對環境的影響。
4.2 干選系統特點
(1)模塊化設計,安裝便捷;
(2)原煤適應性強,適合高密度排矸;
(3)不增加動力煤產品水分,沒有濕法選煤灰水相抵現象;
(4)工序簡單,設備臺數少,管理簡單,勞動效率高;
(5)商品煤產品水分低,適合生產水分要求嚴格的煤炭產品。
4.3 干選系統效果分析
干選系統工業性試驗報告見表3。
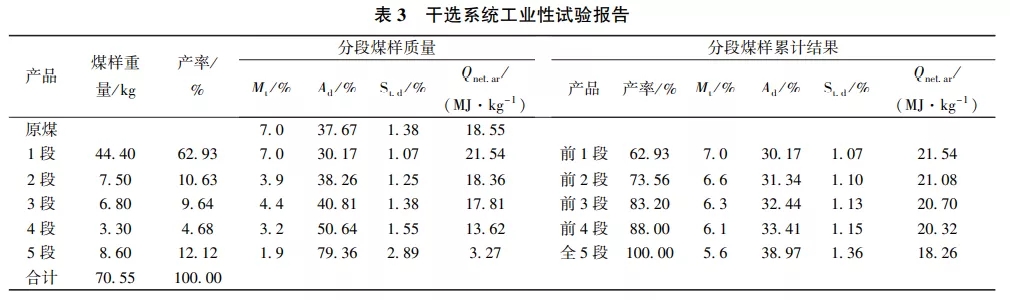
從表3可分析得出,使用干選系統對五礦末原煤提質后,得到發熱量大于21.54 MJ/Kg的優質末煤和發熱量小于21.54MJ/Kg的劣質末煤,產率分別為62.93%和37.07%。發熱量大于21.54 MJ/Kg的優質末煤鐵路裝車外銷,發熱量小于21.54 MJ/Kg的劣質末煤與中煤、部分劣質末原煤、部分優質末原煤摻配混合,形成發熱量14.63~15.47 MJ/Kg的摻配電煤,供矸石電廠使用。
4.4 選煤廠實現礦井原煤全入洗
(1)干選系統與跳汰系統結合,實現了礦井原煤全粒級分選;提高了精煤產品質量,穩定了末煤質量,同時提高了塊煤、精煤洗選效率。
(2)跳汰、干選系統組合工藝優勢,一是不改變原有水洗系統,各系統獨立運行;二是實現全粒級分選;三是不增加末煤水分;四是降低生產成本;五是產品結構靈活,提高了塊煤產率。
4.5 干選系統的環保性
(1)粉塵治理。標準化除塵系統設計,滿足粉塵排放國家標準;廠房、膠帶走廊、轉載點等采用密封除塵;單級和多級除塵系統;操作空間凈化,二次除塵;嚴格粉塵收集和治理,防止二次污染;粉塵產品單獨儲運和銷售。
(2)噪聲防治。系統封閉,風機單獨隔離;封閉設施內涂隔音降噪材料;ZM分選機和風機基礎采用減震設計。
(3)防爆規范。嚴格按照《煤礦安全生產規程》和相關規范進行電氣防爆設計;煤塵集聚設施如封閉廠房和走廊、倉、除塵器集塵斗、庫等都設有防爆設施。
4.6 產品平衡表
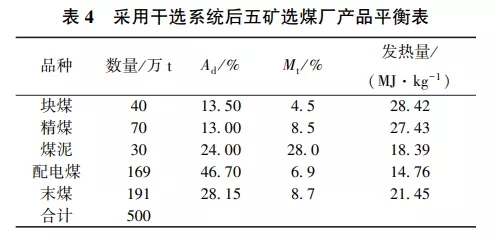
五礦選煤廠采用干選系統后的產品平衡表見表4。由表4可以看出,產品結構均衡,既有滿足鐵路運輸的優質末煤,又有精煤,無需再地銷末煤,環保效益好,商品煤平均價格得到了提升。
4.7 社會效益
五礦選煤廠增建末煤干選系統后,提高了陽煤集團五礦的資源回收率,減少了因排矸量增加而對周邊產生的環境污染,順應了上級有關環保治理的政策要求,是符合當前形勢的一項環保工程和效益工程。
5、結語
ZM礦物高效分選機是一種技術成熟的煤矸分選設備。末煤干選系統具有投資和運行成本低、智能化程度和分選效率高、占地面積小、組裝投產快、模塊化設計、搬遷移動便捷、高效環保等特點。該系統有效提高了末煤發熱量,提升了商品煤的市場競爭力。陽煤集團在五礦選煤廠初次引進ZM礦物高效分選機并獲成功,填補了陽煤集團干法選煤的空白,并取得顯著效益。該項目對陽煤集團其他選煤廠的技術改造,具有很好的借鑒價值和推廣意義。

這一選煤工程為何被稱為環保工程和效益工程?